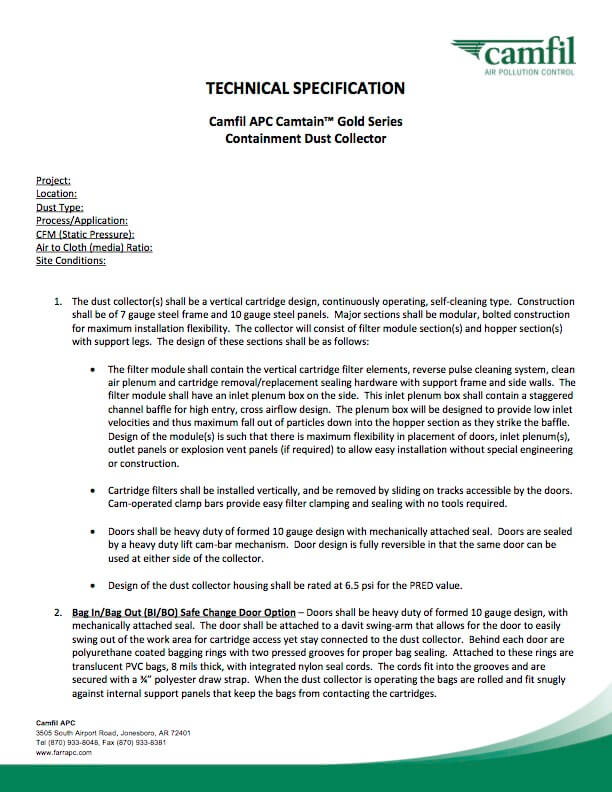
DUST COLLECTORS
DUST COLLECTOR FILTERS
Revolutionizing Filtration
Need help finding a solution? Chat with an expert now
Explore FAQs
Read on to find out what companies just like yours are doing with Camfil products.
Shot Blast Metal
Powder Paint
Spice Mixing
Aftermarket Retrofits
Forging and Recycling
Machining
Sanding, Grinding and Buffing
Metalworking - Other
Ambient Fume
Source Capture
 Americas
Americas